Keeping Thin Parts Straight
Laser-cutting machines are extremely versatile and capable of cutting various parts in almost any shape or size. However, they do struggle with very long parts that have a very narrow cross-section.
The laser itself doesn’t have any trouble cutting the material, but as the material heats up, the part can expand and move due to thermal expansion. The laser will cut straight across this expanded material. After the part cools, the part will shrink unevenly, and a curve will be left in the part. If too much heat is applied to the material the resulting curve can be significant and unacceptable.
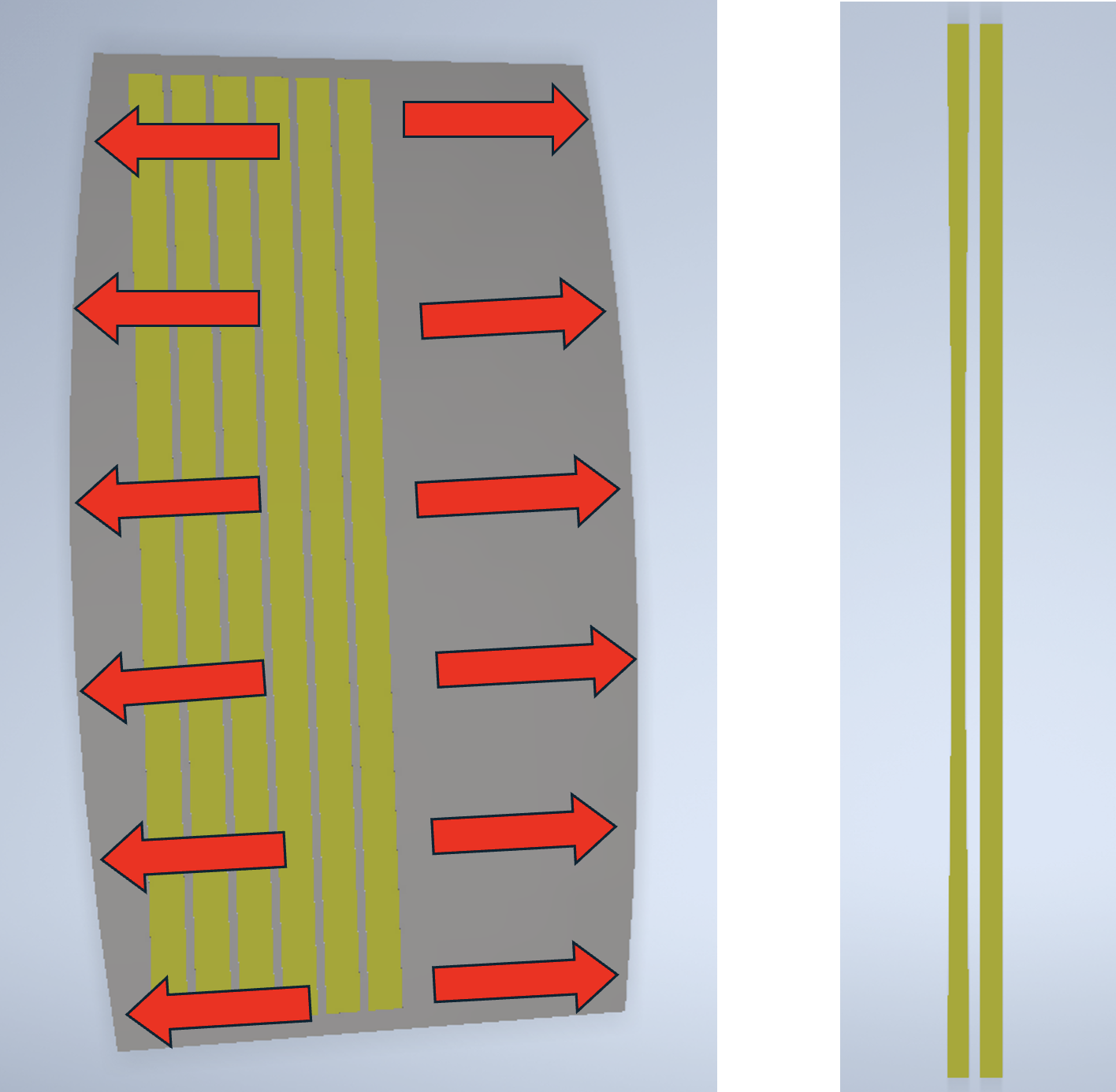
Figure 1: Thermal expansion causes the sides of the sheet to bow outward during the cutting process. If the sheet is expanded before the laser cuts a long part, the part will contract when cooled and will exhibit a concave warp.
There are two solutions we use at LaserWorx to mitigate material thermal expansion when cutting these types of parts: Common Line Cutting and Nitrogen cooling.
Common Line Cutting is a technique that allows rectangular parts to be nested side by side with no material between them and the laser makes one cut between the parts to separate them. Default programming will typically profile the entire part adding twice as much heat which can add up quickly in the center of the sheet. Common line cutting will also reduce the cycle time of the parts, but there can be issues with tolerances on the ends of the part due to the constant starting and stopping of the edge cuts.
Nitrogen is typically used as an assist gas to cut stainless steel and aluminum, but it can also be used to cut mild steel that is less than a ¼” thick if a clean edge is required.

Figure 2: Long parts with a very thin cross section can be cut using Common Line Cutting and Nitrogen assist gas with very clean and dimensionally stable results.
When cutting mild steel (especially over ¼” thick), oxygen is used as an assist gas because the oxygen will react with the molten iron in an exothermic reaction. This allows mild steel to be cut with incredible speed and meager assist gas cost. While the nitrogen prevents oxidation of the cut surface, it will also absorb heat from the cutting process and will work to keep the part and sheet cool.